Brazing
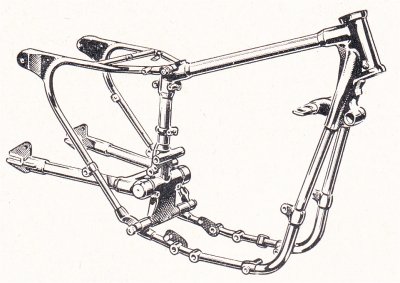
The classic method of frame building, used by AMC on their Matchless and AJS machines, involved brazing steel tubes into lugs made from malleable cast iron.
The process of brazing was carried out by coating the parts with a flux (in paste form) after removing all grease and scale, assembling them in a frame jig, drilling one or two small holes in each joint and driving in steel pegs to retain whilst being brought up to a red heat with a gas torch.
A brazing brass rod was then applied to the joint at one end and, when molten, would penetrate by capillary action right to the other end, provided the joint was at the correct temperature all through.
In order to guard against distortion (especially in a duplex frame), it was important that the heating sequence was arranged so that the tubes were always at the same temperature on both sides of the central plane.
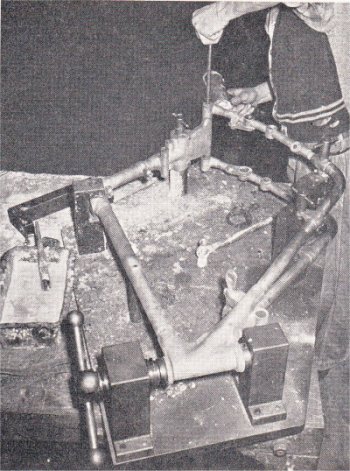
The jigs were built up on heavy cast iron tables with the frame lying horizontally and, after removal and cooling, the brazed frames would be checked for alignment and, if necessary, trued-up, a process demanding a considerable degree of "know-how" if it was to be done quickly and accurately
Frame brazing was carried out on the first floor, at the Maxey Road end of the factory.
As a method of frame building, brazing was only used on the Matchless and AJS production ranges, while the racing frames were welded, initially by Reynolds and later in the Tool Room.
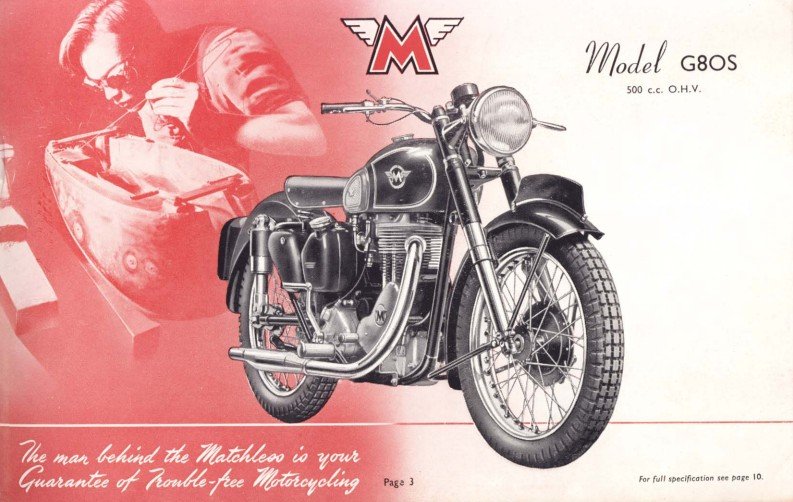
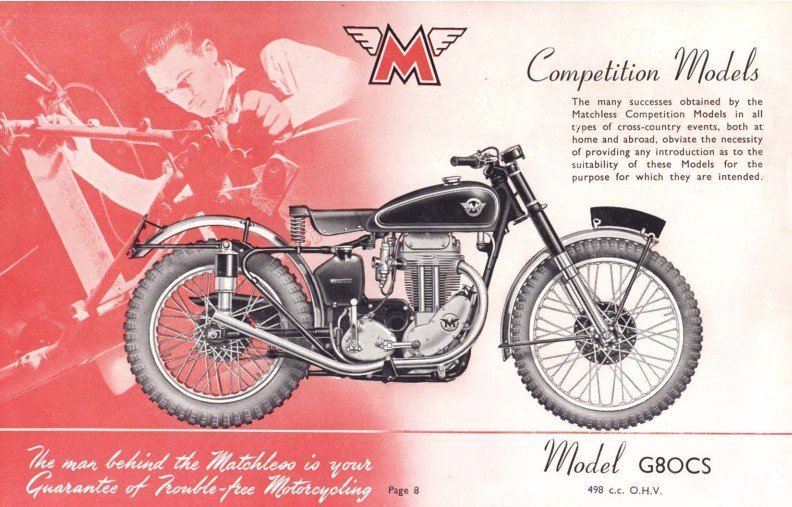
These two sales brochure pages featured work carried out in the brazing department.
(Click on the images to see enlarged views)
You can view the complete collection on Cover Pages.
| Bill Cope | ||
| Bert (H V) Colver (Sn) | Frame fabrication |